Pelletizing Extruder Feedstock
In most recycling operations, these granules serve as intermediate feedstock for pelletizing extruders (single-screw, double-stage, or similar). The extruder melts and filters the material, producing uniform, high-quality pellets. These final pellets are cylindrical or spherical, consistent in size, fully melted, and filtered to remove residual impurities (e.g., paper or metal). They are suitable for sale or direct manufacturing use. The dry, dense granules are an ideal feedstock—unlike wet, fluffy films that cause steam, feeding issues, and low efficiency.
 EN
EN 
 English
English 简体中文
简体中文 Русский
Русский España
España عرب .
عرب .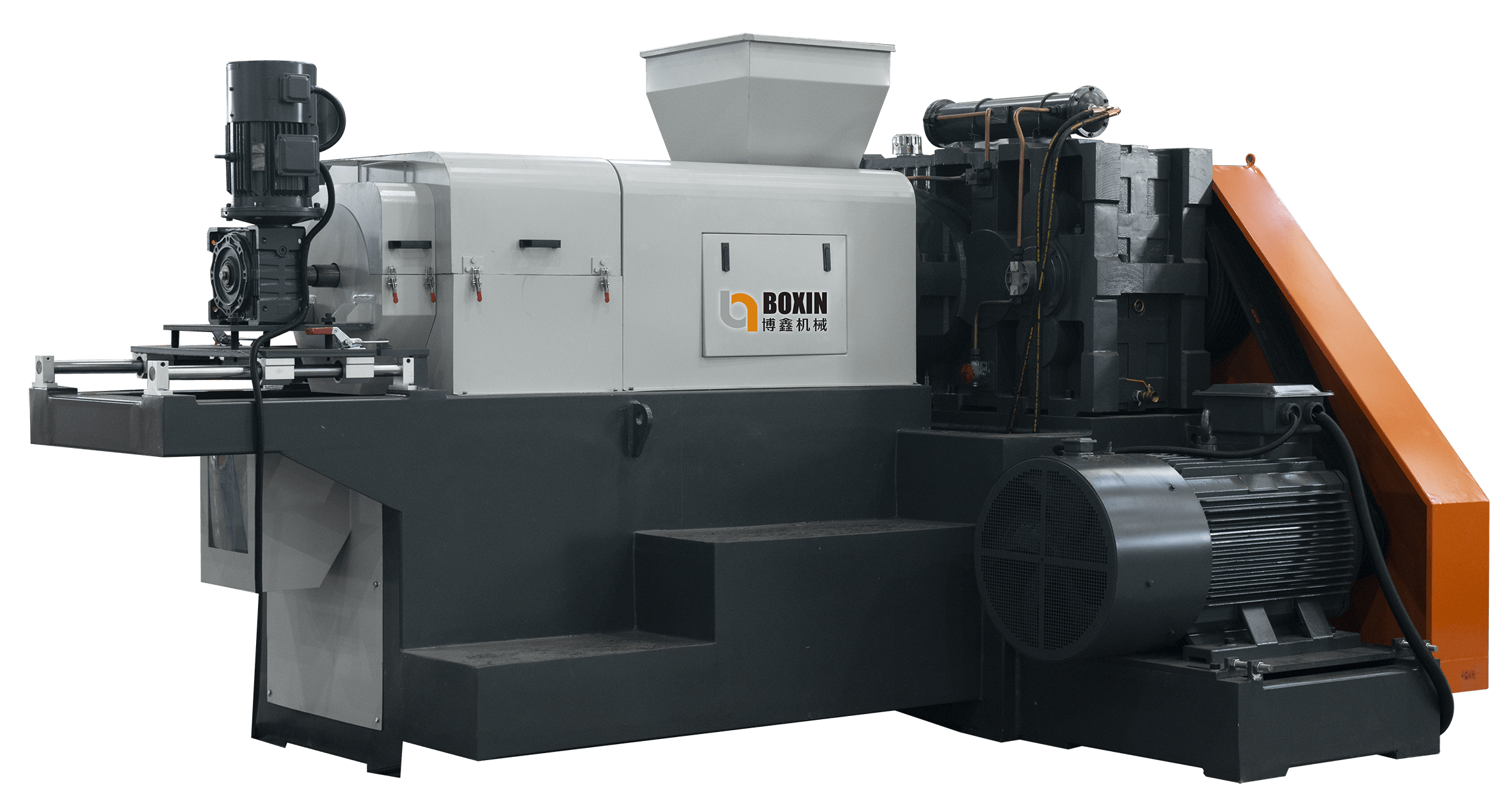









")




